Description
Clear topsheet material for Skis/Snowboard/Kiteboard PA Polyamide/Nylon
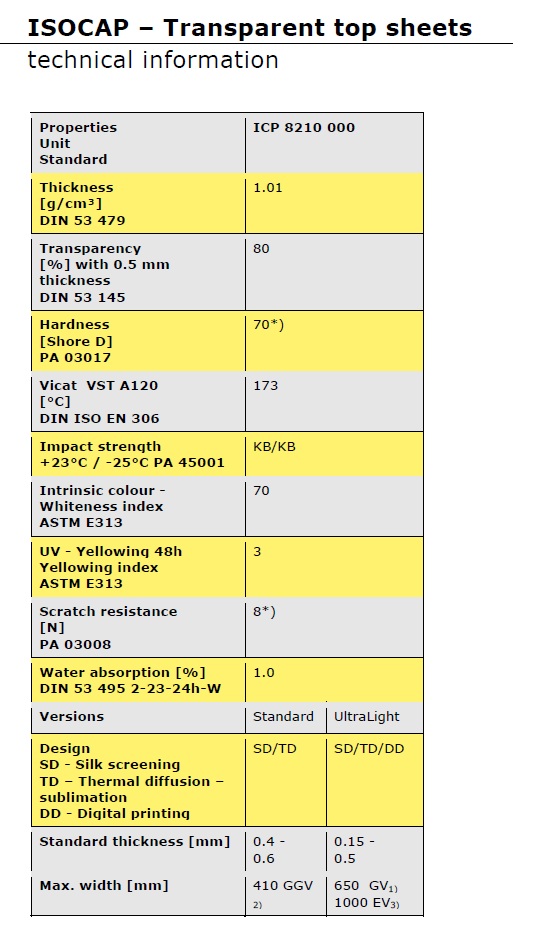
ICP 8210 Isosport
Regarding recycling: All waste of ICP 8210 out of production is recycled. A specific percentage recycled material is added into the bottom PA12 layer of ICP 8210. The top layer is PA11 and is based on castor oil. So its pretty good!
Make sure you turn it correctly! See the description or contact us!
TIP: When cutting your product be gentle and find the sharp tools and right speed, this topsheet is harder to cut then TPU or ptex.
PS: Please before using check if your topsheet has protective film on the outside. We try as often as we can to get topsheet with protective film but some batches do not have it. In this case you can tape the topside of your topsheet with clear application tape (ebay) or contact paper for protection of needed.


Isosport ICP 8210 PA / polyamide / Nylon topsheet.
The best and toughest topsheet available on the market.
Sanded , flamed or both.
Graphics can be done with Sublimation. See guidelines on the bottom of the page. If UV or Latex printing is only option, do tests with a primer first such as Nazdar ink or Berlac.
Read more on sublimation here: https://www.junksupply.com/sublimation-heat-transfer-of-graphics-on-plastics/
When pressed it will be totally clear!
Protective film specification:
F4 Gloss surfaces, Max. processing temperature 90C
F9 Glossy surfaces, suitable for sublimation 160C/4min.
F19 for glossy topsheet max 140C (30min)
F22 for structured topsheet max 140C (30min)
F32 for structured topsheet max 160C (4min)
F40 for glossy same as F42
F42 for structured topsheet max 140C (30min)/165C 3min
F45 painted or embossed topsheet 140C/20min
Thickness is 100um – 140um depending on type
Suitable for sublimation:
Recommended max. 160 degrees and time cycle of about 2min or so. Allow also good cooling time!
I personally did 140C for about 4min. cooling 5min. Vacuum press, but read more here before you try first time!
https://www.junksupply.com/sublimation-heat-transfer-of-graphics-on-plastics/
Topsheet that is flamed only might weaken the bound after sublimation, so make sure you do it for minimum time and temperature possible in order to keep the good bound to epoxy. Do tests first. Sanded version is bit less sensitive to this. After the cooling it is good idea to flame treat the base/topsheet (PA nylon) to improve adhesion to epoxy.
And general all ICP 8210 transparent materials are recommended to be sublimated on the BACKSIDE.
This is the advantage of those transparent films that you can do the designing from the backside and the color is protected through all the foil thickness.
Nevertheless also the topside of the material can be sublimated if you have any need to sublimate from the topside. Or you prefer the look of it if you sublimate from the topside.
Sublimation will affect the bounding to epoxy. Since the grinded side will be less affected and present better bounding values, it is recommended to use the grinded side as epoxy side. If topsheet is not grinded, only flamed, do testing and find minimum sublimation time at the temperature! Best graphics results of sublimation are on the smooth glossy side.
PS: Please before using check if your topsheet has protective film on the outside. We try as ofen as we can to get topsheet with protective film.